Government
Government
 Business
Business
 K12
K12
 Higher Education
Higher Education
 QOMO Introduction
QOMO Introduction
 Exhibition Information
Exhibition Information
 ConferenceCam 006
ConferenceCam 006 QWC-004
QWC-004 WanderCam Pro
WanderCam Pro ScannerCam 5
ScannerCam 5 ScannerCam 100S
ScannerCam 100S QD3900 H2
QD3900 H2 CenterCam 5000
CenterCam 5000 QPC80 H3
QPC80 H3 QPC 22
QPC 22 QPC20 F1
QPC20 F1 QPC 70
QPC 70 BundleBoard H&H2
BundleBoard H&H2 Mobile Stand G
Mobile Stand G Mobile Stand 2
Mobile Stand 2 Balance Box
Balance Box e-Box®
e-Box® QWB300
QWB300 QRF999
QRF999 QRF 997
QRF 997 QRF888
QRF888 QRF500
QRF500 QRF 300C
QRF 300C QIT 600F3
QIT 600F3 QIT 30 Prodigy
QIT 30 Prodigy QVote
QVote QClick
QClick QCamera
QCamera Flow!Works Pro
Flow!Works Pro QShare20
QShare20 QWC-T1
QWC-T1 Conference Microphone
Conference Microphone Conference Speakerphone
Conference Speakerphone USB External CD/DVD Drive
USB External CD/DVD Drive 7-Port USB 3.0 Hub
7-Port USB 3.0 Hub USB to HDMI and VGA Adapter
USB to HDMI and VGA Adapter +86 152 8002 3723
+86 152 8002 3723

- Solution
- About Us
- Products
-
News
-
Company News
-
 Revolutionize Your Presentations and Document Display with QWC 100S Document Camera
Revolutionize Your Presentations and Document Display with QWC 100S Document Camera
- Simplify Your Setup with the All-in-One USB 3.0 External CD/DVD Drive & Hub
-
 Enhance Call Experience: New Conference Microphone Now Available
Enhance Call Experience: New Conference Microphone Now Available
-
 AI-Powered Face-Tracking Webcam
AI-Powered Face-Tracking Webcam
-
 Portable Document Camera Recommendations
Portable Document Camera Recommendations
-
 Classic Design, Exceptional Functionality: QPC 22 Document Camera
Classic Design, Exceptional Functionality: QPC 22 Document Camera
-
 Wireless Screen Mirroring Solution for All Devices
Wireless Screen Mirroring Solution for All Devices
-
 Latest Audience Response System: QRF 999
Latest Audience Response System: QRF 999
-
 Introducing the QPC 80H3 Gooseneck Document Camera
Introducing the QPC 80H3 Gooseneck Document Camera
-
 Creating a Smart Integrated Classroom: What Do You Need?
Creating a Smart Integrated Classroom: What Do You Need?
-
 Wireless Connectivity Upgraded: WiFi-Free Wireless Document Receiver
Wireless Connectivity Upgraded: WiFi-Free Wireless Document Receiver
-
 Flow!Works Pro: Interactive Whiteboard Software for Engaging Classrooms
Flow!Works Pro: Interactive Whiteboard Software for Engaging Classrooms
-
 How to Choose the Perfect Document Camera and Elevate Productivity
How to Choose the Perfect Document Camera and Elevate Productivity
-
 QWC 004 Conference Webcam: The Top Choice for Remote Education
QWC 004 Conference Webcam: The Top Choice for Remote Education
-
 QCamera: Dedicated Software for Document Cameras to Elevate Your Presentations
QCamera: Dedicated Software for Document Cameras to Elevate Your Presentations
-
 QRF999 Voice Response System: Enhancing Teacher-Student Interaction
QRF999 Voice Response System: Enhancing Teacher-Student Interaction
-
 Work From Home? Maybe You Should Try This Document Camera
Work From Home? Maybe You Should Try This Document Camera
-
 The Ultimate Educational Tool: Gooseneck Document Camera
The Ultimate Educational Tool: Gooseneck Document Camera
-
 60GHz Millimeter-Wave Wireless Screen Sharing: QShare 100
60GHz Millimeter-Wave Wireless Screen Sharing: QShare 100
-
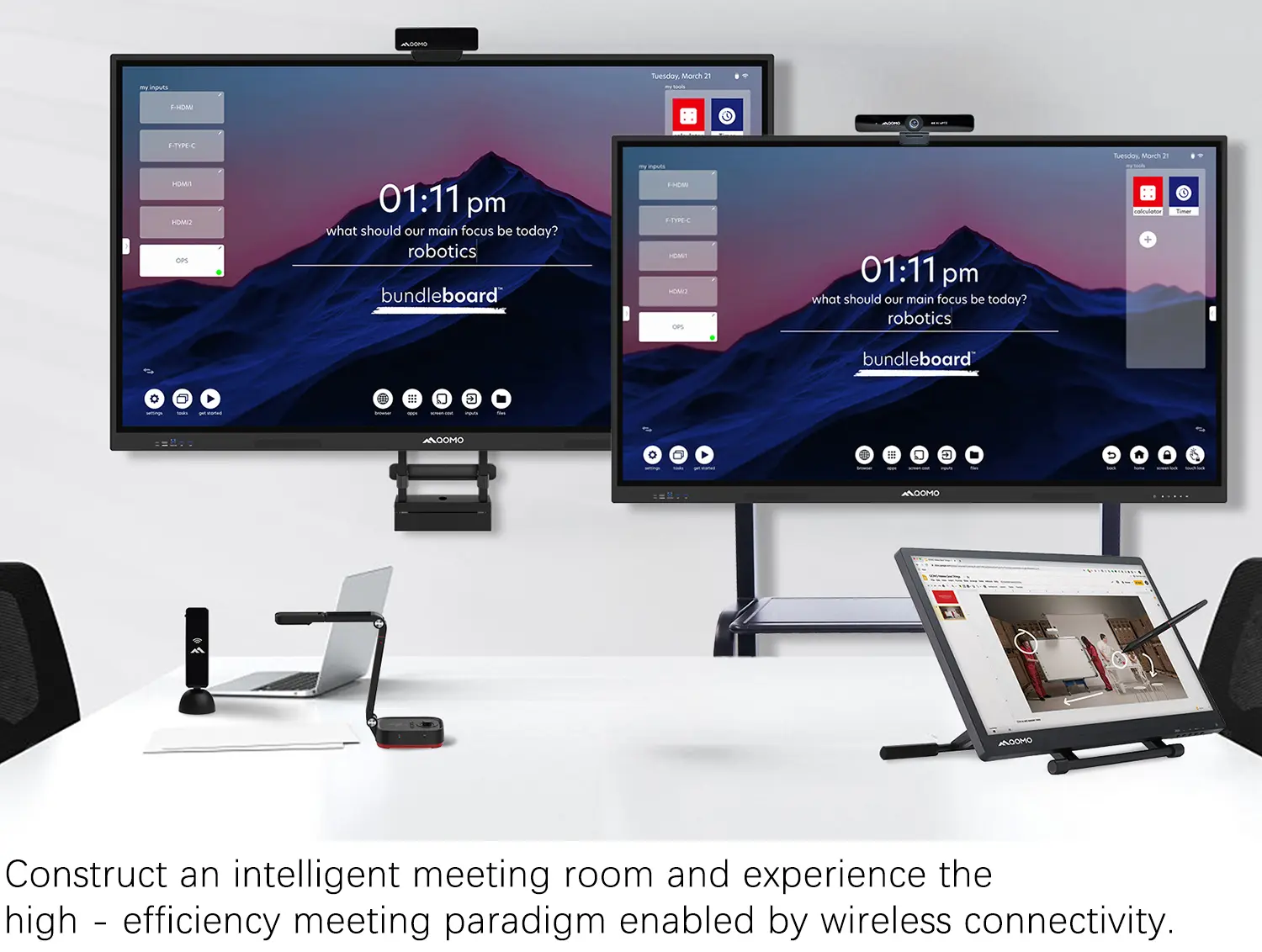
 What Does a Modern Conference Room Need?
What Does a Modern Conference Room Need?
-
 QD5000 Document Camera: Unimaginable Versatility!
QD5000 Document Camera: Unimaginable Versatility!
-
 QWC 004: The Most Cost-Effective Webcam
QWC 004: The Most Cost-Effective Webcam
-
 QVote Interactive Classroom Response System Software
QVote Interactive Classroom Response System Software
-
 Functionality, Aesthetics, Portability! Meet the QWC 100S Document Camera!
Functionality, Aesthetics, Portability! Meet the QWC 100S Document Camera!
-
 Why Choose the BundleBoard H/H2 Interactive Flat Panel?
Why Choose the BundleBoard H/H2 Interactive Flat Panel?
-
 Save Your Budget—Introducing the All-New QPC 70 Document Camera!
Save Your Budget—Introducing the All-New QPC 70 Document Camera!
-
 QIT 600F3: Revolutionize Your Presentations
QIT 600F3: Revolutionize Your Presentations
-
 QCamera: Professional Document Camera Software
QCamera: Professional Document Camera Software
-
 QPC 5: The Ultimate 4K Portable Document Camera
QPC 5: The Ultimate 4K Portable Document Camera
-
 Elevate Your Meetings in Seconds: QWC 006 Webcam
Elevate Your Meetings in Seconds: QWC 006 Webcam
-
 Meet QOMO at ISE 2025
Meet QOMO at ISE 2025
-
 Wireless Document Camera Solution, Revolutionizing Wireless Technology
Wireless Document Camera Solution, Revolutionizing Wireless Technology
-
 QRF Series, Transform Your Classroom!
QRF Series, Transform Your Classroom!
-
 QOMO, Building Intelligent Classrooms
QOMO, Building Intelligent Classrooms
-
 QOMO QShare100 New Release
QOMO QShare100 New Release
-
 Outstanding Office Equipment Recommendations
Outstanding Office Equipment Recommendations
-
- Industry News
-
Company News
- Blog
- Contact Us
Leave Your Message
-
CONTACT NUMBER
-
 CONTACT NUMBER
CONTACT NUMBER -
 CONTACT NUMBER
CONTACT NUMBER -